Topics
お知らせ
コラム1 フライス加工とは(第2版)
1.6Fの金属プレートとは
当社が販売します商品は、「6F品」とか「6F」の金属プレートと呼ばれます。金属プレートとは額面通りに言えば、板状の鋼材という意味になります。しかしサイコロ状の形状(厚みの大きいもの)であっても金属プレートと称しています。一般的な言い方をすれば、直方体形状の鋼材と言えます。6Fの「6」は直方体の面数であります6面から来ています。
それでは「F」の方はどういう意味でしょう。当社では「鋼材の表面にフライス加工を施し、フライス盤による挽き目が残った金属プレート」という意味で使っています。フライス加工の頭文字のFだろうと推測しますが、そもそもどこの国の言葉でしょう?
2.フライスのF
当社の社名シュタールはドイツ語の Stahl (男性名詞) のカタカナ表記です。英語の steel (鉄鋼) に相当する名詞です。それでは「フライス」はどこの国の言語が語源になっているのでしょう。
英語ではフライス加工をMillとかMillingと言います。Webで調べましたところ、日本語の「フライス」は、ドイツ語の「Fräse」や、フランス語やオランダ語の「Fraise」に由来するとのことです。これは日本語にすると襞襟(ひだえり)と言うのだそうです。参考に、下の写真をご覧ください。


オランダ語と聞くと、何か明治時代の香りがしませんか?調べてみましたら、ありました。明治時代に使われた機械を作るために利用されたのがフライス盤です。何と、当地(諏訪市の隣の岡谷市)に現存していました。
 明治時代の代表的な産業であります製糸産業(生糸)で使っていた機械を製作するために、フライス盤が使われていたと思われます。画像は、新増澤工業所蔵の横フライス盤です。新増澤工業株式会社は明治29年創業の、日本に残る数少ない製糸機械メーカーです。大正10年には合資会社増澤商店となって全国進出をし、昭和になると海外にも進出しております。戦前、戦後の復興期にかけて、増澤式多条繰糸機を開発し、現在も製糸の機械を作り続けています。
明治時代の代表的な産業であります製糸産業(生糸)で使っていた機械を製作するために、フライス盤が使われていたと思われます。画像は、新増澤工業所蔵の横フライス盤です。新増澤工業株式会社は明治29年創業の、日本に残る数少ない製糸機械メーカーです。大正10年には合資会社増澤商店となって全国進出をし、昭和になると海外にも進出しております。戦前、戦後の復興期にかけて、増澤式多条繰糸機を開発し、現在も製糸の機械を作り続けています。
なおこの画像は、岡谷市観光協会の旅たびおかやのサイトにてご覧いただけます。
トップページ >「見る・楽しむ」
と進んでください。
3.直方体の6面の呼び方
これで6Fという用語が定義できたと思います。もう少し言葉にお付き合いください。
直方体には6面がありますが、当社では次のように名前をつけて呼んでいます。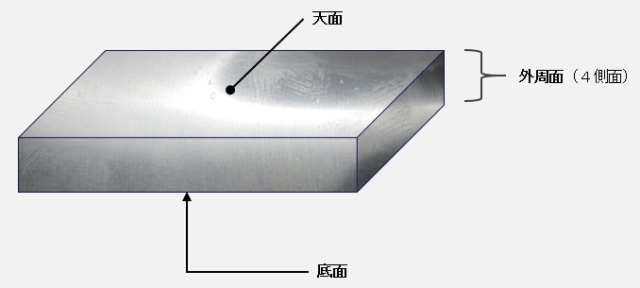
天面、底面、外周面
お客様や工場見学を希望される応募者の皆様には、できる限り「聞いてわかる日本語」ということで、このような表現をしています。どのフライス盤でどの面を削るのかを示すために必要な用語です。
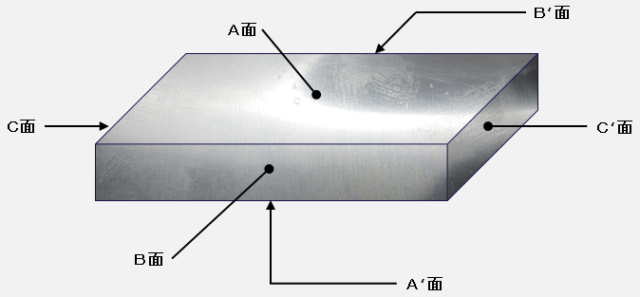
社内ではこれとは別に、アルファベットで記号を付け、言葉で面を特定することができます。そうすると例えば「A面(またはA‘面)に打痕が付いている。」とか、「B面とC面の直角度が出ていない。」というような会話ができます。後者の場合は、「BC直角不良」というように不良特性名にも転用しています。
ついでの話です。直方体の辺の長さを表すのに「縦、横、長さ」とか「縦、横、高さ」と日常的に使いますが、当社では3辺の長さを次のように呼びます。
厚、幅、丈


これは鋼材(母材)をイメージした呼び方から来ていると思われます。
4.フライス盤の種類(分類)
さてフライス加工とは、回転軸に取り付けたフライス盤という切削工具を回転させて行う加工です。ワーク(金属製品)はベッド(テーブル)に固定され、刃物が回転して動くという位置関係です。また製造設備(工作機械)自体をフライス盤とも呼びます。
工具の形状から分類すると、次の図のようになります。
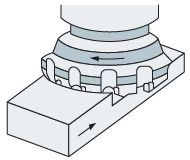
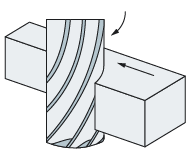
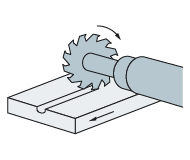
正面フライス エンドミル 溝フライス
当社のフライス加工は全て正面フライス盤で行います。上の図で正面フライスには、外周に窪みのようなものが付いています。ここに刃物(スローアウェイ・チップ)をねじ止めします。刃物を消耗品扱いにすることで、フライス自体を温存する構造であります。
当社に導入しております正面フライス盤ですが、主軸の動きの向き(鉛直方向に動くのか、あるいは水平方向に動くのか?)で2つに分類することができます。これも工場見学者には「目の付け所」としてお話しております。
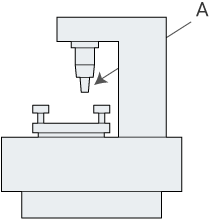
1)主軸が鉛直方向に動く 立フライス盤
主軸が上下に動くタイプです。
下の図をご覧ください、主軸(図のA)はベッドに対して垂直方向についています。
 実物は右の画像のようです。当社の立フライス盤の1台で、主軸を斜め下から眺めてみました。
実物は右の画像のようです。当社の立フライス盤の1台で、主軸を斜め下から眺めてみました。
この正面フライス盤では、一度のワークのセットで1面のみを削ります。逆の面(天面に対し底面)をフライス加工するには、ワークを反転させる必要があります。ワークが軽ければ人の 手で裏返せますが、ワークが大型になって重量が増すと、反転させるにも手間がかかります。天井クレーンの設備がないと、仕事ができません。
手で裏返せますが、ワークが大型になって重量が増すと、反転させるにも手間がかかります。天井クレーンの設備がないと、仕事ができません。
2)主軸が水平方向に動く 横フライス盤
主軸が左右に動くタイプです。
主軸はベッドに対して平行についています。この正面フライス盤では、ベッド上に工作物を固定するテーブルを置き、ワークの側面をフライス加工します。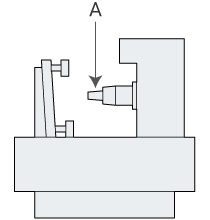
当社の場合、主軸を2本向い合せて用意しておき、ワークの相対する面を同時にフライス加工する「両頭機」が圧倒的に多くあります。両頭機だと、一度のワークセットで2面のフライス加工が可能です。
この続きは、第6項(2)でご紹介します。
5.丸棒から四角柱を削り出す方法
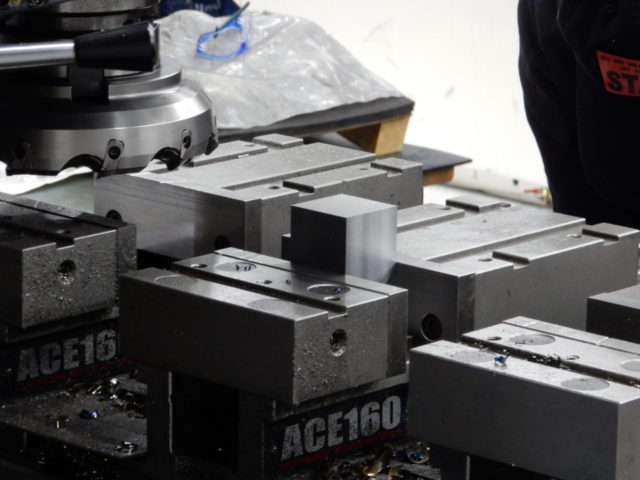
当社ではフィリピン工場より毎年、3名前後の社員を技能実習生として送り出してもらっています。来日して1年後にフライス盤の技能検定「基礎2級」を受けます。実技の課題は丸棒から直方体を削り出すことです。
実際にどのような加工しているのか、筆者が過去に撮影した画像を用いてご紹介します。したがいましてフライス盤もオペレータ(技能実習生)もまちまちとなりますが、ご勘弁ください。
なお面の呼び方は第3項のアルファベット方式に従います。念のため、再掲しておきます。
(1)基準面 A‘ の加工
ワーク(技能検定前に予め用意しておいた丸棒)をバイスでくわえて固定し、所定の深さまで切り込みます。

(2)基準面 A‘ の反対面 A の加工
(1)で仕上がったワークをひっくり返してバイスで固定します。基準面 A’ と平行に削ることが重要です。

幾何公差の言葉を使えば、A‘面に対する平行度の精度が特に重要です。
(3)基準面 A‘ に対して90°回転したB面の加工
(2)で仕上がったワークを90°廻してバイスで固定し、B面を加工します。

A’面に対する直角度の精度が重要です。
(4)基準面 A‘ に対して逆方向に90°回転したB’面の加工
(3)で仕上がった面と反対側の面の加工になります。

A‘面に対する直角度の精度が重要です。基準面A’に対しB面とB’面の直角度の精度が出ていれば、B面とB‘面の平行度も精度が出ているはずです。
(5)側面C面の加工
4面のフライス加工が済みましたら、今後は側面の加工に入って行きます。 基準面A‘を下にした状態から(4)のワークを90°廻し、起こした姿勢にしてバイスで固定します。これまでは円柱の側面を削って来ましたが、今度は平らな面を削ることになります。支給された丸棒の底面(平らな面)を信じてはいけません。切り口が側面に対して直角であるとは誰も保証していません。よって基準面 A‘ から90°回転させて固定することが重要です。
基準面A‘を下にした状態から(4)のワークを90°廻し、起こした姿勢にしてバイスで固定します。これまでは円柱の側面を削って来ましたが、今度は平らな面を削ることになります。支給された丸棒の底面(平らな面)を信じてはいけません。切り口が側面に対して直角であるとは誰も保証していません。よって基準面 A‘ から90°回転させて固定することが重要です。
(6)側面C‘の加工
基準面 A’ を下にした姿勢から(5)と逆方向に90°回転させて起こした状態で固定し、フライス盤で平らに見える面を加工します。

A‘面を基準に、直角度が精度よくC面とC’面が仕上がっていれば、C面とC‘面の平行度の精度が出ているはずです。
6.6F品の加工方法の実際
それでは日々の加工風景を見てみましょう。
社内在庫で適当な寸法の鋼材が見つからなければ、丸棒から直方体形状を削り出すことも稀にあります。
しかし通常は、板状の母材から金属プレートを削り出すのが仕事となります。つまり、直方体から直方体を削り出すことが仕事になります。
仕上がり寸法から適当な厚みと幅を持った鋼材を選択します。仕上がり寸法よりもフライス盤で削る分だけ大きなサイズでなければなりません。それを適当な丈寸法で切断します。これで最終製品(納入する商品)よりも一回り大きなワークが用意できました。
このワークから立フライス盤と横フライス盤を使って寸法と幾何公差(平行度、直角度、平面度)の精度を出して行きます
(1)平加工
当社では、立フライスを使った加工を平加工(ひらかこう)と呼んでおります。1回のワークセットで1面をフライス加工します。
1) 底面を立フライス盤でフライス加工・・・・・・・・・・・・・・・・・・・・・・・・・・これが基準面となる
2) オペレータがワークをひっくり返し、天面を立フライス盤でフライス加工・・・・・・・・・・・・・・・基準面に対して平行
(2)外周加工
特殊な横フライス盤を使用します。主軸が2本ある、両頭機です。ベッド(テーブル)に直接ワークをセットはしません。下治具と上治具と呼ばれる「抑え板」でワークをサンドウィッチのように挟んでクランプします。
両頭機のスタートボタンを押しますと、回転しながら刃物がワークに近づいて相対する2面を同時にフライス加工します。所定の切込み深さまで来ますと、刃物が退避してワークを載せているテーブルが90°回転します。再び刃物が回転しながらワークに近づいて2面をフライス加工します。

一度ワークをセットしてあげれば、自動で4面をフライスしてくれる優れものです。当社ではこれを外周加工と呼んでいます。
7.挽き目
フライス盤では、「ワークが固定、刃物が回転」という構造で切削が進みます。つまりワークがベッド(テーブル)に固定され、主軸の先端付近で円周上に配列された刃物(スローアウェイ・チップ)が回転してワークの表面を削って行きます。その時、ベッドはオペレータから見て横方向(製品の丈方向)に少しずつ送られて行きます。円形状の切り口が少しずつ横にずれて行くイメージです。いくつもの円が重なった模様が製品表面にできます。この紋様を「挽き目」と呼びます。挽き目は会社ごとに個性があり、その会社が最も美しいと考えている挽き目でフライス加工されて行くことになります。
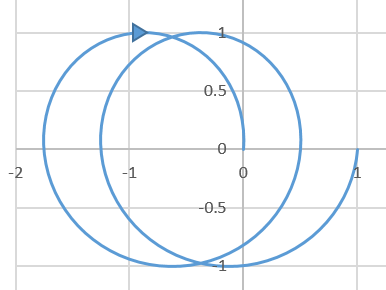
挽き目をグラフ化して眺めてみましょう。刃物(スローアウェイ・チップ)が1枚で、ベッドが動かない場合ですと、挽き目は円周になります。グラフを描く都合上で大きさは単位円にしてありますが、ヘッド(フライス)に合わせて任意の大きさに拡大し想像してみてください。
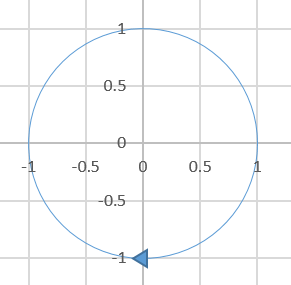
それではフライス盤のベッドをグラフ上で x軸の方向に動かしてみましょう。スローアウェイ・チップは座標(1,0)にあったとし、時計方向に回ったとします。
ベッドの動く速さをもう少し遅くしてみます。
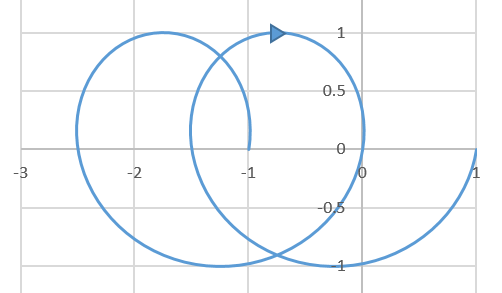
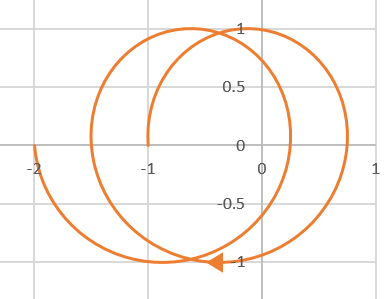
それでは2枚刃だったら、どのような挽き目になるでしょうか?座標(1,0)の原点に対する対称にある座標(-1,0)にあるスローアウェイ・チップの軌跡を描いてみます。橙色のグラフです。
青色のグラフと合成してみます。
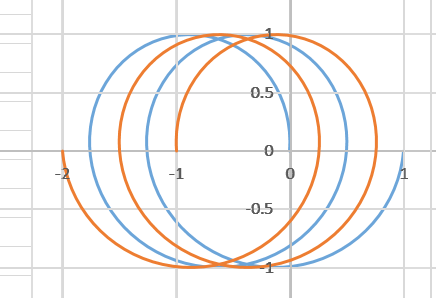
少し挽き目っぽく見えて来ました。
それでは3枚刃の場合を考えてみます。スローアウェイ・チップは120°ずつずれた位置からスタートします。3枚目のスローアウェイ・チップは緑色にしてみました。スタート位置は〇で示しておきました。
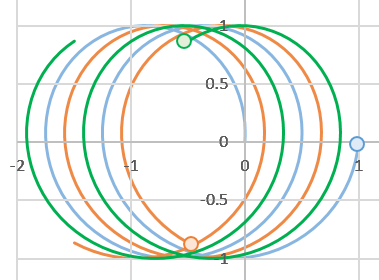
スローアウェイ・チップの枚数はフライス盤で異なります。また回転半径もヘッド(フライス)の大きさで、大きかったり小さかったりします。このように、フライス盤毎に異なる挽き目ができていることになります。
厳密に(ミクロの世界で)言いますと、同じフライス盤であっても挽き目は常に変化すると考えてよろしいかと思います。切削加工が進みに従い、スローアウェイ・チップは磨耗して行き、切削(挽き目)の形状が変わります。オペレータが交換時期を判断し、スローアウェイ・チップを新品と交換しますと、また挽き目は元に戻ったように見えます。このように挽き目は刻々と変化して行っていると考えて良いと思われます。
そして挽き目は、会社ごとに大きく異なるのです。私たちの業界では6Fの金属プレートを見て「これはうちの挽き目ではない。」と言うことがあります。当社を含め、それぞれの会社が最も美しいと考える挽き目にこだわって日々加工をしているのであります。
8.補足説明
(1)平面研削盤での加工品
当社の6面フライス加工の商品には、6面に当社のシンボルであります挽き目がくっきりと残っています。ただしお客様の要望や仕様でフライス加工後に平面研削盤を用いて研磨加工を施した場合は、その面にフライス加工の挽き目は残っていません。ほとんど鏡面に近い仕上がりです。たとえばA面とA‘面の2面を研磨加工した場合、フライス加工面は4面となりますので、「4F2G」品と言うような言い方をします。Gは 研削加工 Grinding の英語から来ています。
(2)アルミニウム鋼材の加工品
アルミニウム鋼は保護シールの付いた状態で当社に入荷します。アルミニウムは柔らかいので、取扱い中に打痕や傷がつか ないよう、保護した状態で運搬したり保管したりしています。通常は、保護シールの付いている天面や底面をフライス加工しません。そうするとフライス加工するのは、側面の4面のみです。だからアルミニウム製金属プレートには「4F品」が多い、と言えます。
ないよう、保護した状態で運搬したり保管したりしています。通常は、保護シールの付いている天面や底面をフライス加工しません。そうするとフライス加工するのは、側面の4面のみです。だからアルミニウム製金属プレートには「4F品」が多い、と言えます。
ただし昨今、アルミニウム鋼の厚み規格(JIS規格)では満足いただけないお客様が増えております。もっと精度を出してほしいという要求が来ます。その場合は保護シールを手で剥ぎ、天面と底面にもフライス加工を施して出荷します。保護シールなしのアルミプレートは、「6F」品となります。
【来歴】
19年9月18日(第1版) このコラムは筆者が当社社長と一緒に就職説明会に出展した折、「フライスってどこの国の言葉だろうね?」という社長からの発問がきっかけとなり、書き始めました。これが第1版です。
21年3月18日(第2版) その後、本ホームページ上で他のコラムを書くようになり、一般論ではなく、当社のことをもう少しご紹介した方が分かりやすくなる部分もあるのではないかと考えるようになりました。そこで次のような配慮をしたり、他の当社記事を参考にして大幅に加筆して第2版としました。
1) 項目ごとに見出しを付け、目次代わりに全体を見通していただけるようにしました。
2) 第1版の記述はできる限りそのままに残しました。ただし第2版の話の流れで、切り貼りをしてあります。
3) コロナ禍で、大学生のリクルート用に「ホームページでインターンシップを疑似体験」というパスワード付きの記事を作成しました。全部で8話の構成になっていますが、その第2話「フライス盤技能検定」の画像を取り込んでいます。